




 Сварка аргонодуговая может работать как с переменным, так и с постоянным током. При произведении сварочных работ постоянным током с прямой полярностью (когда на вольфрамовом электроде минус) сварочная дуга отличается устойчивостью и спокойным горением при очень небольшом напряжении, порядка 10-12 вольт. При этом электрод нагревается совсем незначительно, что допускает применение значительных токов без опасности его перегрева и сильного плавления.
Сварка аргонодуговая может работать как с переменным, так и с постоянным током. При произведении сварочных работ постоянным током с прямой полярностью (когда на вольфрамовом электроде минус) сварочная дуга отличается устойчивостью и спокойным горением при очень небольшом напряжении, порядка 10-12 вольт. При этом электрод нагревается совсем незначительно, что допускает применение значительных токов без опасности его перегрева и сильного плавления.
Допускается повышение токов на 20-30% при работе с горелками на водяном охлаждении. При этом можно значительно снизить ток, что не повлияет на устойчивость дуги. Таким образом появляется возможность работать с металлом толщины десятых миллиметра, работая на токах с силой 5-10 ампер.
При малых токах конец электрода из вольфрама должен быть заточен на острие. Это обеспечит очень малый расход вольфрама в сочетании с малым нагревом электрода и защитой от окисления. Для этого применяется аргон. Поэтому за час расходуется очень мало вольфрама – от нескольких сотых до десятых грамма. Один вольфрамовый электрод может расходоваться за десятки и сотни часов. Аргонодуговая сварка неплавящимся электродом может применяться для всех видов сварных соединений в любом пространственном положении.
Очень удобна сварка соединений без подачи присадочного прута. При этом нужный эффект достигается при закладывании в разделку шва присадочного металла, посредством его оплавления в соединяемых частях кромок. Сварка менее удобна при подаче присадочного прутка в дугу, так как у сварщика заняты обе руки. Приходиться работать в защитной маске или шлеме, что замедляет производство работ.
Электродом из вольфрама можно качественно сварить легированные и углеродистые стали, медь, медные сплавы, сплавы никеля и сам никель. Хорошо свариваются детали из титана и его сплавов, множество других жаропрочных и специальных сплавов. При этом можно работать металлом от очень малой толщины до толщины в 6-8 миллиметров. Вольфрамовый электрод очень эффективен при наплавке твердых металлов.
При большей толщине металлов использовать вольфрамовый электрод нецелесообразно, так как для этого существуют другие способы. В частности, сварка плавким электродом более производительна и обладает лучшими технико-экономическими показателями.
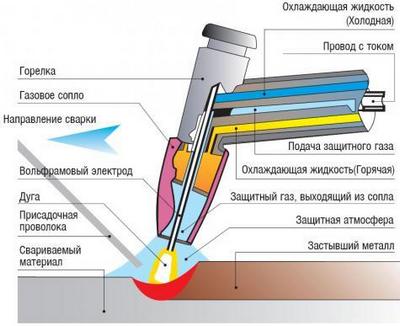
Метод сварки вольфрамовым электродом очень удобен. Работа выполняется вручную. Используются при этом специальные устройства-держатели, либо аргонодуговые горелки. В них совмещен подвод аргона и тока в место сварки.
Для сварки металлов небольшой толщины от 1 до 4 мм. подходит горелка без водяного охлаждения со сварочным током до 150 А. Для ее питания можно использовать любые источники постоянно тока без всяких модификаций, благодаря стабильности сварочной дуги. Область использования аргонодуговой сварки на постоянном токе очень обширна.
Важную роль здесь играет ее универсальность. Можно сваривать любые сплавы и металлы. Исключение составляют сплавы магния и алюминия, а также некоторые легкоокисляющиеся металлы. Они требуют применения особых флюсов при сварочных работах на прямых поверхностях.
Скорость проведения сварочных работ очень зависит от мастерства сварщика. Перед сваркой необходимо тщательно зачистить кромки свариваемого металла. Аргон отлично защищает от окисления металлы, но не может восстановить окислы, наличествующие до сварки.
Некоторые трудности могут возникать при сварочных работах с обычной малоуглеродистой сталью. Отлично сваривается в аргоне спокойная, хорошо раскисленная сталь, с некоторым избытком кремния. Если сталь недостаточно раскислена, произведена кипящим способом, то кремния в ней содержится очень немного. Тогда при расплавлении в дуге сталь кипит за счет имеющегося в ней кислорода. Получается пористый и наплавленный металл.
Чтобы этого не допустить, нужно дополнительно раскислить ванну, применив присадочный металл с высоким наличием раскислителей. Либо добавить к аргону другие газы, например, метан или водород.
При изменении полярности в дуге на плюс в электроде, ее свойства резко меняются. В таком случае электрод значительно разогревается, дуга становится нестабильной, может самопроизвольно перемещаться по поверхностям, что приводит к худшему расплавлению основного метала.
Когда возникает необходимость в работе на обратной полярности, используются источники повышенного напряжения (до 120-140 В) и осцилляторы высокой частоты. Они повышают устойчивость сварочной дуги и облегчают ее зажигание.
При обратной полярности дуги в аргоне проявляется ее очень ценное свойство – под бомбардировкой положительными ионами в зоне катодного пятна, в процессе катодного распыления металлическая поверхность полностью избавляется от загрязнений и окислов.
Появляется возможность без флюсов производить сварку алюминия, магния, различных их сплавов. Такое большое технической преимущество даёт аргонодуговая сварка вольфрамовым электродом.
Производство ответственных конструкций с использованием таких металлов, например, самолётов не обходится без применения данного вида сварки. Более того, подавляющее количество работ, включающее в себя сварку магния, алюминия и их сплавов производится этим методом.
В процессе сварки сплавов магния и алюминия требуется использование обратной полярности тока в дуге. Плюс даётся на вольфрамовый электрод. Но при этом очень значительно расходуется дорогой вольфрам, недостаточно расплавляется основной металл и нестабильно зажигается дуга.
Поэтому осуществление сварочных работ на постоянном токе обратной полярности в практике очень редкое явление. Как правило используется переменный ток, частотой 50 пер/сек. При нем используются плюсы использования тока обычной и обратной полярности. За полупериод при плюсе на вольфрамовом электроде очищается поверхность металла, а при следующем полупериоде усиливается расплавление свариваемого металла. Вольфрамовый электрод остывает.
Практикой доказано, что при работе с переменным током поверхность металла очищается достаточно эффективно, также сварка сплавов магния и алюминия может выполняться без флюсов. Из-за резких различий в свойствах электродов дуга вольфрамового электрода имеет значительное выпрямляющее свойство, поэтому кривая тока не симметрична.
Период минуса на вольфраме отмечается большим током, плюса – меньшим. Наибольшую эффективность даёт использование переменного тока без постоянной составляющей со стабильной симметричностью.
Для улучшения формы кривой тока переменного типа используются разные методы: повышение напряжения в трансформаторе до величин в 120-ти – 180ти вольт, использование балластных реостатов. Производится последовательное включение с дугой в сварочную цепь от источников постоянного тока. Для обеспечения соединения посредством точек или электрозаклёпок используются полуавтоматы-пистолеты, похожие на пистолеты для приварки шпилек. Таким образом, сварку вольфрамовым электродом достаточно несложно механизировать.



