




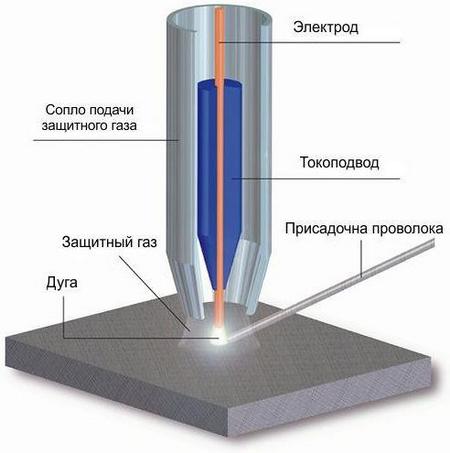
В сфере инертного газа сварка дуговая с неплавящимся электродом из вольфрама (GTAW, TIG - сварка дуговая газовая вольфрамовым электродом) - процесс, в котором подача потребного для сварки тепла осуществляется электрической дугой, поддерживаемой между обрабатываемым изделием и неплавящимся электродом. Электрод, который применяется в качестве проводника тока, изготовлен из вольфрама или его сплавов. Участок сварки, неплавящийся электрод и расплавленный металл благодаря инертному газу, подаваемому с помощью горелки, устойчивы к атмосферным воздействиям. Сварка ТИГ происходит с применением материала для сварки, например, сварочной проволоки, а также при помощи плавки ключевого материала в результате использования теплового эффекта, который получается электрической дугой.
Цепочка сварки
1. Источник для питания
Источник для питания - питание дуги электрической, возникающей между электродом из вольфрама и ключевым материалом, благодаря подаче тока, которого достаточно для того, чтобы поджечь дугу. Внутри подобного источника питания часто находится конструкция, предназначенная для регулировки тока. Она может быть электронной (инверторная система или тиристор), а также механической (магнитный шунт).
Источников питания существует два вида:
а) переменного тока
Выходящий из источника питания ток/напряжение обретает волну квадратной формы, которая через постоянные временные интервалы меняет полярность с частотой 20-200 Гц, даже более. Данный процесс зависит от вида источника питания. А достигается это с использованием одного-двух приборов, которые предназначены для реорганизации тока/напряжения из сети распределения синусоидальной волны в необходимый переменный ток/напряжение для сварки.
б) постоянного тока
 Когда выходящий ток из источника питания формы непрерывной волны, образуемой благодаря приборам, которые способны реорганизовывать ток/напряжение в постоянный ток из переменного тока.
Когда выходящий ток из источника питания формы непрерывной волны, образуемой благодаря приборам, которые способны реорганизовывать ток/напряжение в постоянный ток из переменного тока.
В том случае, если цепочка сварки включает в себя источник питания постоянного тока, тогда далее она может быть систематизирована в соответствии со способом подсоединения к свариваемому материалу полюсов источника питания или с обликом сварочного тока:
• ток постоянный с подсоединением прямой полярности
С подсоединением прямой полярности, горелка с кабелем присоединяются к отрицательному полюсу, а материал, который нужно сварить, к положительному полюсу источника питания. В данной ситуации движение электронов осуществляется к изделию от электрода, вызывая при этом плавку.
Это чаще всего применяемый при сварке TIG вид тока. Он обеспечивает практически для любого вида металла, который только предназначен для сваривания, и различных сплавов, кроме алюминия, прекрасную свариваемость. С прямой полярностью постоянный ток способен образовывать глубокую узкую сварочную ванну, обеспечивать наилучшее проникновение в отличие от тока с обратной полярностью.
В данной ситуации горелка с кабелем присоединяется к положительному полюсу источника питания, а изделие, соответственно к отрицательному. Подобный вид питания применяется не очень часто, так как он вырабатывает достаточно небольшую сварочную ванну, а также обеспечивает плохое проникновение. Сама по себе обратная полярность способна вызывать излишний перегрев электрода, а для того, чтобы предотвратить возгорание электрода, необходимо применять очень слабые токи. В результате чего применение данного типа соединения довольно ограничено.
Есть еще группа источников питания, известных как источники питания постоянного тока, которые не зависят от вида соединения - это импульсные или модулированные источники постоянного тока.
Модулированный источник тока представляет собой источник питания, который снабжен специальными приборами для регулирования силы сварочного тока. Импульсный или модулированный ток происходит при наложении на основной постоянный ток, например, квадратной волны, в результате чего происходит эффект пульсации дуги. При подобной схеме образуется сварочный шов, который состоит из беспрерывного наложения точечных сварок, последовательно формирующих целостный шов. Подобный способ предназначен для сварки тонких изделий, когда количество тепла нужно контролировать для предупреждения перфорации изделия без понижения сварочной проницаемости.
2. Горелка со связкой проводов
Горелка ТИГ - инструмент, в себя включающий электрод из вольфрама, подсоединяемый к связке проводов, в свою очередь которые присоединены к источнику питания. Предназначением такой горелки является подача электроэнергии, обеспечение газовой защиты. В зависимости от способа применения, горелки способны охлаждаться через газовую защиту натуральным образом, если необходимо применение небольших токов, а также с использованием системы охлаждения водой, когда необходимо применение большого тока (200-500А) и постоянная сварка.
3. Проволока для сварки
Толщина изделия, вид соединения, необходимые сварочные характеристики устанавливают необходимость использования сварочного металлического материала, а также его добавление в сварочную ванну. Добавление сварочного металлического материала при использовании ручной сварки достигается введением в зону дуги проволоки с боку сварочной ванны. Применяемый металл зачастую подобный основному и содержит ограниченную численность раскислителя, иных элементов для повышения в области плавки свойств.
4. Газовый баллон с редуктором
Состав газового баллона с редуктором:
• баллон с защитным газом/ами;
• манометр, который показывает в баллоне количество газа;
• регулятор газа;
• клапан электромагнитный при снабжении горелки специальной кнопкой, предназначенной для подачи и перекрытия потока газа исходя из потребности сварщиком.
5. Зажим с заземляющим кабелем
Данный компонент применяется для образования между ключевым материалом и источником питания электрического соединения. Длина и сечение кабеля зависят от предельного тока сварочного источника питания.
6. Система водного охлаждения
Это конструкция, которая применяется для охлаждения горелки, то есть предотвращения ее чрезвычайного перегрева, когда используется достаточно мощный сварочный ток. Благодаря насосу данный аппарат постоянно подает воду, циркулирующую в пределах горелки. Контроль перегрева осуществляется при помощи охлаждающей системы.
Защитные газы
Основным предназначением газовой защиты является вытеснение воздуха из сферы сварочной ванны, электрода, окончания сварочной проволоки (при ее применении) для предупреждения риска засорения вредными компонентами в окружающей воздушной среде. Химические и физические характеристики газовой защиты способны влиять на сварку по-разному. Это зависит от вида металла, из которого изготовлено изделие. Газы, которые применяются для обеспечения защиты при сварке TIG - это гелий, аргон, аргонно-водородные или аргонно-гелиевые смеси. Достаточно важно, чтобы данные газы были максимально чистыми, так как даже самый малый процент примесей способен оказать на качество сварки воздействие, сделать его неприемлемым. В период проведения сварочных работ с применением газовой аргонной защиты дуга достаточно устойчивая, а сварочная ванна очень холодная, поэтому подобный газ подходит более для сварки тонких изделий.
Аргон чаще всего используется из-за собственной дешевизны, если его сравнить с гелием. Это основная причина подбора газовой защиты.
Дуга с применением гелиевой защиты дает больше тепла, нежели с аргонной. В результате чего ее рекомендуют применять при сварке изделий, которые имеют высокую теплопроводность, предоставляя возможность в данной ситуации повысить скорость и качество сварки. Так как гелий довольно легче воздуха, то его затраты для обеспечения необходимой защиты сварочной ванны больше, чем аргона.
Смеси гелия и аргона применяются для обеспечения газовой защиты с дополнительными свойствами.
Неплавящиеся электроды
 Неплавящиеся электроды разнообразного типа можно приобрести на рынке:
Неплавящиеся электроды разнообразного типа можно приобрести на рынке:
- из чистого вольфрама. Применяются с переменным током и слабыми токами, так как в данной ситуации дуга более постоянна. По стоимости такие электроды наиболее экономные;
- торий-вольфрамовые электроды. Способны выдерживать мощные токи. Дуга достаточно легко зажигается, остается практически неизменной. Подобные электроды предназначены больше для сварки стальных изделий с прямой полярностью постоянным током;
- цирконий-вольфрамовые электроды. Применяются при сварке в ручную алюминиевых изделий, изделий из магния, его сплавов с силой тока более низкой;
- цериевые электроды. Основным их отличием является огромное выделение электронов. Они обеспечивают прекрасное проникновение с удовлетворительной износоустойчивостью.
Системы зажигания дуги:
- HF поджог высокой частоты. Подготовительный разряд предоставляется генератором высокой частоты, налагающим на сварочное напряжение высоковольтный импульс. Мощность подобного прибора минимальная, но достаточная для поджога на расстоянии электрической дуги. Поджог высоковольтный требует применения индивидуальной сварочной горелки, которая снабжена кнопкой для контроля поджога;
- поджог пилотной дугой. В данной ситуации поджог дуги осуществляется между вспомогательным электродом (например, кольцо, которое прикреплено к соплу горелки) и электродом из вольфрама. Поджигается пилотная дуга высокочастотной искрой, входящей в цепочку поджога пилотной дуги. Вспомогательное зажигание после поджога выключается, так как ключевая дуга зажигается обычным разрядом электрода из вольфрама самостоятельно. В ионизированной газовой сфере он раскаляется. Подобный вид поджога в основном применяется в автоматизированных приборах;
- плавный поджог дуги с подъемом - поджог LIFT. Достигается с применением прибора, который обеспечивает подачу слабого тока (чтобы избежать повреждения окончания электрода из вольфрама), в период вхождения электрода в контакт со свариваемым изделием. После того, как от изделия отрывается электрод, образуется искра, заставляющая дугу зажигаться. Далее источник питания повышает сварочный ток до необходимых значений. Так как в высоких частотах нет необходимости, поджог с подъемом электромагнитных помех не создает, но контакт, который происходит между основным материалом и кончиком электрода, сварочную ванну загрязняет;
- поджог царапаньем. Подобный способ зажигания производится методом проведения электрода из вольфрама по свариваемому изделию, в результате чего и поджигается дуга. Контакт между свариваемым изделием и электродом приводит к возникновению в начале шва включений вольфрама, что ухудшает качество сварки.
Материалы, для которых предназначена сварка методом TIG
Подобная процедура в большей степени применяется для сварки изделий из нержавеющей стали, алюминия (сплавов), меди, никеля, титана (сплавов).
Изделие из нержавеющей стали сваривается электродом отрицательной полярности с постоянным током. Можно осуществлять сваривание материала, имеющего толщину 2.5 мм, без добавления материала для сварки. А у материалов толще необходимо скашивать края и применять проволоку для сварки, изготовленную из материала подходящего для качественной сварки нержавеющей стали.
Алюминий (сплавы) сваривать необходимо переменным током с применением высокочастотного источника питания. В данном случае можно сваривать изделия до 2.5 мм, без добавления сварочного материала, а у более толстых изделий скашиваются края, применяется сварочная проволока.
TIG сварка в аргонной атмосфере с применением электрода из вольфрама используется с мягкими сталями и медью (сплавами), титаном, благородными металлами. Для всех перечисленных металлов применяется постоянный ток с прямой полярностью.



