




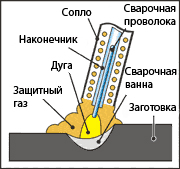
Сварку непрерывным проволочным электродом в защитной среде часто называют аббревиатурами MIG (сварка металлическим электродом в инертном газе) и MAG (сварка металлическим электродом в активном газе) или GMAW (дуговая сварка металлическим плавящимся электродом в среде инертного газа). Сварка непрерывным проволочным электродом - это процесс, в котором тепло, необходимое для выполнения сварки, поставляется электрической дугой, которая поддерживается между свариваемой деталью и проволочным электродом. Зона соединения постоянно пополняется сварочным материалом (проволочный электрод) с помощью специальной горелки, которая также подает газ (или смесь газов), которые нужны для защиты электрода, сварочной ванны, дуги и области, окружающей основной материал, от атмосферных загрязнений. Присутствием в сварочной цепи газового баллона (инертного или активного газа, или их смеси) вместе с использованием твердых проволочных электродов, определяется процесс сварки в сфере газа (МИГ или МАГ).
Отсутствие газового баллона в сварочной цепи, вместе с использованием проволочных электродов в виде трубки определяет процесс сварки без газовой защиты (самозащитный электрод, проволока для сварки без газа или флюс); в этом случае газовая защита достигается действием сердцевины порошковой проволоки.
Сварочная цепь

1. Источник питания
Назначение источника питания - подача сварочного материала в зону соединения с помощью специальной горелки, и поддержка горения электрической дуги, которая поджигается между свариваемой деталью и плавящимся проволочным электродом.
В отличие от источников питания ММА и TIG, где есть только один регуляционный параметр (сварочный ток), в источниках питания MIG-MAG - 2 регулирующих устройства, одно регулирует мощность электрической дуги (сварочное напряжение), а другое - скорость подачи сварочной проволоки (сварочный ток).

Источники питания делятся на две категории:
а). источник питания постоянного тока
Это самые распространенные источники питания, они отличаются высокой стабильностью. Их работа основана на том, что электрическая дуга тяготеет к естественной стабилизации, если она питается постоянным напряжением и создается на проволоке, подаваемой с постоянной скоростью. Строгих значений в этом случае нет, можно варьировать выбор напряжения и параметры подачи проволоки. Таким образом, можно добиться переноса по каплям, от сварочного материала к свариваемому, с использованием процесса погружения короткой дуги или дуги с разбрызгиванием.
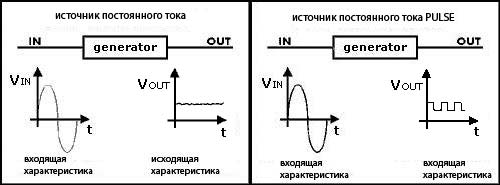
б) источники питания с импульсным напряжением
В этом случае в источнике питания регулируется не напряжение а ток, который изменяется с помощью последовательности импульсов (отсюда и название «импульсный»). Эти импульсы служат для отделения капли от сварочного материала; в этом случае дуга не стабилизируется естественным путем, поэтому импульсы и скорость подачи проволоки должны быть идеально синхронизированы для получения шва приемлемого качества.
В первом и втором случае, для регулировки используются как минимум 2 ручки. А недавние исследования в этой области привели к развитию сварочных аппаратов «синергетического» типа, в которых оператор использует только одну контрольную ручку. Производитель вводит оптимальные параметры сварки в источник питания, а оператор может их использовать или корректировать по необходимости.
Полярность при присоединении полюсов источника питания к свариваемому материалу определяются двумя рабочими режимами:
- постоянный ток с соединением прямой полярности
Горелка подсоединяется к отрицательному полюсу, а свариваемый материал к положительному полюсу источника питания; этот тип соединения используется только при сварке трубчатой проволокой (флюс).
- постоянный ток с соединением обратной полярности
В этом режиме горелка присоединяется к положительному полюсу, а свариваемый материал - к отрицательному полюсу источника питания; это наиболее широко используемый тип соединения.
2. Горелка для полуавтомата
Горелка, которая используется для передачи сварочного материала в зону соединения, имеет корпус с внешней изоляцией, через нее проходят проволочный электрод, газ и сварочный ток. На ее ручке расположена кнопка для включения тока, выхода газа и подачи проволочного электрода. Внутри горелка состоит из проводника, контрольных кабелей, газовой трубки, труб с водным охлаждением (если оно есть), а также кожуха направляющего электрода. На рынке представлено несколько разных типов сварочных горелок и пистолетов. Горелки с водным охлаждением используются, когда мощность тока такова, что генерирует чрезмерное количество тепловой энергии; они используются для рабочих токов больше 300А или импульсных токов. Самоохлаждающиеся горелки также охлаждаются газовой защитой и используются, когда рабочий ток не превышает 300А; они распространены более широко.

3. Устройство подачи проволоки
Это устройство работает от мотора, который подает проволочный электрод, первоначально намотанный на катушку, к горелке и к сварочному соединению. Выбор режима подачи проволоки осуществляется регулировкой стабилизатора мотора; заданные параметры подачи проволоки подразумевают определенную скорость плавки и определенное значение сварочного тока. Устройства подачи проволоки отличаются количеством роликов, подающих проволоку. Устройства, у которых 4 ролика более ровно подают проволоку по отношению к тем, у которых 2 ролика.

4. Система водного охлаждения
Система водного охлаждения - это устройство, используемое для охлаждения горелки, в случае если сильные сварочные токи приводят к чрезмерному перегреву. Устройство обеспечивает постоянную циркуляцию воды в горелке и, с помощью системы охлаждения, защищает от перегрева.

5. Газовый баллон с системой регуляции
В газовом баллоне находятся защитные газ/ы, например, аргон, гелий, углекислый газ или их смеси. Он оснащен манометром с редуктором, который используется для указания количества газа в баллоне.
6. Зажим с заземляющим кабелем
Зажим с заземляющим кабелем используется для создания электрического соединения между источником питания и основным материалом для сварки. Сечение и длина кабеля определяются максимальным током из источника питания.

Защитные газы
Защитные газы, используемые при сварке МИГ/МАГ можно разделить на две основные категории: инертные и активные. Аргон, гелий и аргонно-гелиевые смеси относятся к первому типу, в то время как углекислый газ и смеси аргон/кислород или аргон/углекислый газ считаются активными.
Аргон. Инертный газ, производится дробной перегонкой атмосферы. Газ экстрактируется из воздуха и поэтому может содержать следы примесей, например, кислорода, азота или водяного пара. Это приемлемо для большинства областей применения сварки. Использование этого газа при сварке МАГ помогает добиться хорошей стабильности дуги и легкого поджига. Более того, учитывая его низкую теплопроводность, центральная часть столба дуги остается горячей, разжижая капли материала, проходящего через зону дуги.
Гелий. Инертный, довольно редко используемый газ, который почти не присутствует в атмосфере и экстрактируется из-под земли, поэтому он гораздо дороже аргона. По сравнению с аргоном, гелий дает менее стабильную дугу, однако лучшее проникновение. В основном, он используется для сварки толстых материалов и материалов с высокой теплопроводностью, например, меди и алюминия. Поскольку гелий, в отличие от аргона, легче воздуха, и поэтому более летучий, требуется большее количество газа для достаточной защиты зоны сварки.
Углекислый газ. Активный газ, присутствует в воздухе и под землей. Обычно этот тип защиты вызывает образование избыточного количества спрея и дает нестабильную дугу. Однако если дугу поддерживать довольно короткой и постоянной длины, возможно ее контролировать. С защитой из углекислого газа можно достигнуть хорошего проникновения.
Активные смеси. Возможно использовать преимущества одиночных газов, используя смеси для газовой защиты, например, аргон - кислород - углекислый газ, аргон - углекислый газ. Даже учитывая то, что инертные газы в чистом виде дают защитный эффект при любой температуре, добавка активных газов улучшает стабильность дуги и перенос металла проволочного электрода в сварочную ванну. Это происходит без ухудшения защитного эффекта.
Сварочная проволока

Проволока различается по химическому составу и структуре сечения. Она может состоять из одного металла (сплошная проволока) или содержать внутри сердцевину, содержащую частицы (порошковая проволока).
Особенно внимание нужно уделять отсутствию смазки или влажности поверхности проволочного электрода, потому что это может привести к образованию трещин, пор или отверстий; к тому же, если катушка проволочного электрода намотана неравномерно, это может привести к неравномерной подаче проволоки, в результате сварка будет нестабильной.
Сплошная проволока обычно имеет ту же структуру, что и основной материал, с добавлением элементов, помогающих очищать основной материал. Наиболее часто используется проволока следующих диаметров: 0,6 - 0,8 - 0,9 - 1 - 1,2 - 1,6мм
Порошковая проволока, с газовой защитой, состоит имеет сердцевину, заполненную гранулированным порошком (флюс); она выполняет те же функции, что и покрытие на покрытых электродах.
Гранулированный порошок или флюс может состоять из рутила, основного или специального вида. По сравнению со сплошной проволокой, порошковая проволока помогает добиться большей стабильности дуги и более глубокого проникновения, обеспечить более красивый шов, часто устраняя необходимость дальнейшей обработки (шлифовки) и уменьшения риска появления дефектов, например, пористости. Использование порошковых проволок требует удаления шлака, как и сварка электродами ММА.
Наиболее часто используются следующие диаметры: 0,6 - 0,8 - 0,9 - 1,2 - 1,6мм
Сварочный металл: методы переноса
При сварке МИГ-МАГ, метод переноса сварочного металла от проволочного электрода (сплошного или трубчатого) к сварочной ванне зависит от параметров сварки, диаметра проволоки, типа источника питания и используемого газа. В зависимости от этих параметров различают:
1. Перенос погружением (короткая дуга)
Сварочный металл переносится в сварочную ванну в форме капель, которые погружаются в ванну, создавая непрерывные короткие замыкания. Этот вид переноса характеризуется использованием слабых токов (мощностью до 200А), сплошной проволоки, от 0,6мм до 1,2мм. Он позволяет добиваться тонких сварочных швов и производить сварку во всех возможных позициях. При этом используются источники питания постоянного тока.
2. Струйный перенос
Благодаря использованию сильного тока, этот метод позволяет переносить материал в сварочную ванну непрерывным потоком, струей. При этом используются источники питания постоянного тока, сильный ток (> 200 А) и проволока диаметром больше 1мм. Сварочная ванна получается жидкой, с хорошим проникновением, что подходит для горизонтальной сварки материалов средней и большой толщины.
3. Импульсный перенос
Этот вид переноса может быть произведен только с импульсными источниками питания. Пульсации приводят к тому, что отделяются капли небольшого размера и таким образом достигается эффект струйного переноса, даже при использовании слабых токов. Тепло, которое производится/подается, размер ванны и проникновение идентичны достигаемым методом струйного переноса. Этот процесс чаще всего используется для таких материалов, как алюминий или нержавеющая сталь, для которых сварка короткой дугой не может гарантировать результаты достаточно высокого качества.
Материалы, свариваемые MIG/MAG
1. Мягкие, углеродистые стали
Углеродистые стали свариваются постоянным током и электродом положительной полярности (проволочный электрод присоединяется к положительному полюсу) с использованием только сварки МАГ. Для сварки могут использоваться как углекислый газ, так и его смеси его с аргоном в разных пропорциях (наиболее распространенная смесь - 80% аргона, 20% СO2).
Чем больше аргона в смеси, тем лучше качества сварки и стабильность дуги. Сварочный шов получается качественным, особенно при сварке короткой дугой и образовании густой сварочной ванны, что позволяет производить сварку во всех положениях.
Использование проволоки с добавками кремния и магния приводит к устранению примесей в основном материале и позволяет добиться швов хорошего качества. При толщине материала больше 3мм необходимо предварительно скосить швы.
2. Нержавеющие стали
Нержавеющие стали свариваются постоянным током и электродом положительной полярности (проволочный электрод присоединяется к положительному полюсу) только с использованием сварки МАГ.
Используемая газовая защита должна состоять из Ar + CO2 или Ar + соединения кислорода. Количество аргона в смеси не должно быть ниже 98%, чтобы избежать сильного окисления хрома, который присутствует в основном материале. Швы толще 2,5мм должны быть скошены. Тщательно выбирайте наиболее подходящий сварочный материал, в соответствии с качеством нержавеющей стали.
3. Алюминий и его сплавы
Алюминий и его сплавы свариваются постоянным током или импульсным током, электродом с положительной полярностью (проволочный электрод подсоединяется к положительному полюсу), с использованием сварки МАГ. Для газовой защиты используется чистый аргон, чистый гелий или аргонно-гелиевые смеси. Для горизонтальной сварки, независимо от толщины, используется струйный перенос или импульсная дуга; на тонких вертикальных или угловых сварках вместо них используется короткая дуга.
4. Другие материалы
Сварка MIG/MAG также используется с такими материалами, как никель и его сплавы, медь и ее сплавы. Для них используется постоянный ток и электроды с положительной полярностью. Для сварки меди толщиной более 5мм мы рекомендуем выбрать МИГ сварку, но в любом случае мощность тока должна регулироваться в зависимости от позиции сварки и толщины шва.



